راه اندازی وب سایت ایران تی.بی.ام
درود..
با تلاش شبانه روزی و حمایت شما عزیزان و دوستان وب سایت تخصصی ایران تی بی ام ، به آدرس:
www.irtbm.ir
رو ثبت و راه اندازی کردم.در حال حاضر هم بر روی پروژۀ پورتال و انجمن سایت کار میکنم.
میتونید در سایت عضو بشید و از تمامی امکاناتش از جمله:
دانلود نرم افزار های تخصصی
دانلود مقالات
دانلود نقشه و پلان
ارسال مقاله
پرسش و پاسخ
انجمن تخصصی ایران تی.بی.ام
و بسیاری دیگر استفاده کنید.
موفق و پیروز باشید...
معرفی تخصصی بخش های مختلف دستگاه حفاری مکانیزه(TBM-Hard Rock) بخش چهارم
سگمنت گذاری و عملیات لاینینگ
Segment
در
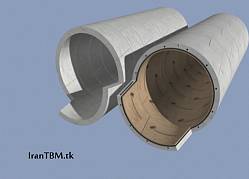
اکثر تونل هایی که توسط دستگاه های حفاری مکانیزه حفاری می شوند و بدنه ای
ریزشی دارند دیواره تونل توسط قطعات بتنی پیش ساخته ای به نام سگمنت تحکیم
می شوند.
این سازه های بتنی سنگین و نیمه سنگین شامل یک قالب سازه ای فرم داده شده توسط آرماتور و بتن قالب گیری شده در شرایط خاص می باشد.
سگمنت ها (Segment) به
مانند تکه های پازل در کنار یکدیگر قرار گرفته و یک رینگ یا حلقه را تشکیل
می دهند. این رینگ به رینگ های مجاور متصل می شود و قطعه ای یکپارچه را
تشکیل می دهد.
تولید سگمنت ها به خودی خود شامل یک پروسهء کاملاً حرفه ای و زمانبر است. ابتدا
میزان فشاری که بر قطر دهانه تونل وارد می آید محاسبه و بر اساس این مقدار
طبق استاندارد های موجود در جدول سیستم های تحکیم دیواره سازه های زیر
زمینی اندازه های سگمنت طراحی و دستگاه بر اساس آن ساخته می شود.
این
بدان معناست که در هنگام طراحی دستگاه برای حفاری یک مسیر معین، نوع و
اندازه سازه های بتنی (سگمنت) آن نیز بر اساس نیاز همین سازه و همین دستگاه
طراحی میشود.
سپس
طبق نقشه آرماتور بندی قفسه داخلی انجام می شود. این همان کاری است که
برای مصلح کردن بتن در تمامی سازه های بتن مصلح انجام میگیرد.

قفسه
در داخل قالب های مخصوص جهت فرم دادن به سگمنت ها قرار داده می شود و بتن
به داخل قالب تزریق می شود. اما قبل از تزریق بتن باید بدنه داخلی قالب ها
کاملاً با گریس پوشش داده شوند تا هنگام جدا کردن سگمنت از قالب دچار مشکل
نشود.
همزمان
با تزریق بتن عمل ویبراتور ها کار قالب گیری و خروج حباب از میان بتن را
تکمیل می کنند. سپس درب قالب قفل شده و قالب ها حرارت داده می شوند تا بتن
در بخار روغن و در شرایطی خاص پخته شود.

پس از خارج کردن سگمنت ها از قالب، برای تکمیل فرایند آماده سازی دور تا دور سگمنت ها با نوار آب بندی لاستیکی پر میشوند. این نوار فوم در هنگامی که سگمنت ها در کنار یکدیگر قرار بگیرند عمل آب بندی را انجام خواهد داد.

حالا سگمنت ها باید مدتی حدود 40 تا 60 روز در هوای آزاد خشک شوند تا برای کارگذاری در تونل مناسب باشند.
در
درون هر سگمنت سوراخ های مخصوصی نیز تعبیه می شود تا پس از کارگزاری آن در
تونل بتوان آن قطعه را به قطعات دیگر پیچ یا اینزرت نمود. همچنین سوراخه
هایی برای تزریق گروت یا مصالح پی گراول به فضای خالی پشت سگمنت در آن
تعبیه می شوند که به سوراخ های بک فیل معروفند.
نوع
طراحی سگمنت های دیواره و سقف، با سگمنت های کف متفاوت است. سگمنت کف به
دلیل تحمل فشار زیاد و نیز شکل خاصی که برای نصب ریل ها بر روی آن وجود
دارد و نیز وجود دیچ برای خروج جریان های آب از داخل تونل، یک طراحی کاملاً
متفاوت نسبت به سایر سگمنت ها دارد.
در
برخی از تونل ها چندین سگمنت در کنار یکدیگر تشکیل یک رینگ را میدهند و
قطعه ای کوچکتر از بقیه که کلید نامیده می شود کار تکمیل و محکم کاری را
انجام میدهد.

فرایند تولید سگمنت خود یک فرایند حرفه ای و مجزا از پروسه حفاری است.
از
تهیه مصالح خاص و ترکیب مقادیر مشخصی از مصالح توسط دستگاه بچینگ گرفته تا
آماده سازی و انتقال آن به داخل تونل. تا اینجا همه چیز مربوط به پشتیبانی
پروژه بود و به تیم حفاری و دستگاه حفار کاری نداشت. اما از زمانی که
سگمنت وارد تونل می شود کار تیم حفاری و دستگاه با آن شروع می شود...
****************
Segment unloader
زمانی
که سگمنت توسط لوکوموتیو وارد تونل می شود توسط دستگاهی به نام سگمنت
آنلودر در محل انبار سگمنت بر روی خود دستگاه تخلیه می شود. این محوطه
اصطلاحاً آنلودینگ سگمنت نامیده می شود. سیستم آنلودیگ در دستگاه ها متفاوت
است. برخی با قرار دادن چندین جک زیر سگمنت آن را از روی لوکوموتیو
برداشته و پس از خروج لوکو از زیر بار سگمنت را تخلیه می کنند.

در برخی دیگر نیز سگمنت توسط جرثقیل خاصی که به همین منظور طراحی و ساخته شده از روی لوکو تخلیه می شود.
**********
Segment Crane
سگمنت کرین جرثقیل قدرتمندی است که سگمنت ها را از محل آنلودینگ برداشته و به محل دسترسی دستگاه ارکتور میرساند. این دستگاه دارای یک سینی مخصوص است که بر روی بدنه سگمنت مینشیند و آنرا بلند می کند.

این سیستم بسته به نوع سگمنت متفاوت است. در برخی سینی به صورت مکشی (Suction) به کفۀ سگمنت می چسبد و آن را بلند می کند. اما در انواع دیگر سینی دارای دو چنکک یا Clamp است که در سوراخ های بک فیل روی سگمنت قرار میگیرد و سینی از طریق آن به سگمنت قفل می شود.
***********
Segment Mover
در برخی از دستگاه ها به دلیل فاصلۀ زیاد بین منطقه اینترفیس و منطقۀ سگمنت آنلودینگ احتمال بروز حادثه و یا افتادن سگمنت از سگمنت کرین افزایش می یابد. از این رو مهندسان در این دستگاه ها مسیری مانند نوار نقاله که توانایی حمل بار های سنگینی چون سگمنت را داشته باشد تعبیه کرده اند. این دستگاه کار حمل ایمن سگمنت ها از زیر سگمنت کرین تا سگمنت فیدر را بر عهده دارد.

**********
Segment Feeder
سگمنت فیدر خوراک دهندۀ دستگاه ارکتور است. در واقع این دستگاه یک سینی متحرک است که پس از اینکه سگمنت توسط موور(Mover) از محوطۀ آنلودینگ به محدوده ای به نام اینترفیس(Interface) رسید ، سگمنت موور آنرا بر روی سینی سگمنت فیدر(Segment Feeder) قرار میدهد. این سینی این قابلیت را دارد که توسط ریلی که در زیر آن نصب شده سگمنت را در راحت ترین و نزدیک ترین محل ممکن قرار دهد. همچنین اگر در هنگام بارگیری احیاناً سگمنت برعکس وارد شده باشد فیدر میتواند با چرخش سینی حول محور عمودی خود سگمنت را به حالت صحیح در اختیار ارکتور قرار دهد.

***********
Segment Errector Sys
سگمنت ارکتور ماشین کارگذاری قطعات بتنی پیش ساخته است.
تمامی مراحل گذشته، از تولید تا تغذیۀ سگمنت توسط فیدر به وسیلۀ این
دستگاه و به کمک جک های آگزیلاری (در بخش اول توضیح داده شد) تکمیل می شود و
عملیات لاینینگ انجام می گردد.
سگمنت ارکتور دارای چهار بخش اصلی است که حرکت های مختلف در جهات مختلف را ایجاد می نمایند:
1- جک های دوقلو که مانند دو بازو بالا و پایین می روند
2- جک های جانبی که حرکت افقی بر روی ریل را ایجاد میکنند
3- روتاری که حرکت های چرخشی حول محور افقی ایجاد می کند
4- جک های کلمپ که بر روی سینی سگمنت قرار گرفته و سگمنت را نگه می دارد.

تمامی
این سیستم ها توسط اپراتور های ماهر و دوره دیده کنترل می شوند . اپراتور
ارکتور پس از رسیدن سگمنت سینی ارکتور را به دقت بر روی سگمنت قرار میدهد و
سگمنت را میگیرد(Clemping)
. سپس بازو های ارکتور را جمع کرده تا سگمنت از روی سینی بلند شود. پس از
آن سینی ارکتور را چرخانده و حرکت می دهد تا به منطقۀ مناسب کارگذاری سگمنت
برسد. حال باید از طریق ریموت جکهای آگزیلاری همان منطقه را Retract کند تا بتواند سگمنت را در جای خود کار بگذارد. پس از انجام کارگذاری سگمنت ،دوباره جک های آگزیلاری را Extend میکند تا با فشار سگمنت را در جای خود فیکس کند.این کار برای تمام مقاطع انجام میشود تا یک حلقۀ کامل بسته پدیدار شود.

در برخی از انواع سگمنت ها تکه ای به نام کلید وجود دارد که عموماً از بقیه قطعات کوچکتر است . این تکه پس از تکمیل رینگ در فضای کوچکی هل داده می شود تا تراکم و فشردگی سگمنت ها را افزایش دهد.
دستگاه های TBM در ایران و انواع آنها

یکی از دوستان در کامنت ها خواسته بودند که در مورد دستگاه های حفاری مکانیزه در ایران و انواع اون توضیحاتی رو بدم.
اما در سال های اخیر به خصوص دهه هشتاد ، یعنی از سال 1372 که اولین پروژه در ایران با حفاری تمام مکانیزه توسط TBM توسط نیروهای ایرانی و در قرار گاه سازندگی خاتم و با حمایت شرکت های آلمانی و ایتالیایی آغاز شد تا به حال شرکت های زیادی اقدام به خرید دستگاه های TBM و تجهیزات حفاری مکانیزه نموده اند که سهم شرکت های اروپایی در این میان سهم قابل توجهی است.
شرکت های سازنده دستگاه ها و تجهیزات حفاری مکانیزه اغلب در لیست تحریم ایران قرار دارند و از فروش دستگاه و تکنولوژی و نیز سیستم های پشتیبانی جلوگیری می کنند. از این رو در سال های اخیر واسطه هایی همچون امارات متحده و چین سهم بالایی در صادرات تکنولوژی از طریق ایجاد واسطه میان کشور های سازنده و ایران برقرار کرده اند.
از جمله شرکت های بین المللی و توانمند در طراحی و تولید دستگاه های حفاری مکانیزه می توان به شرکت های:
سلی ایتالیا

هرنکشت آلمان

ویرس آلمان

ان اف ام فرانسه

و بسیاری دیگر نام برد. که این چهار شرکت 85% از سهم فروش در ایران را به خود اختصاص دادند.
در 5 سال اخیر یک شرکت چینی به نام NHI با همکاری شرکت ان اف ام فرانسه و تحت لیسانس این شرکت دستگاه های حفاری رو خریداری و بنا به سفارشات ایران اونها رو بهینه سازی کرده و به ایران می فروشد.
در ایران شرکت سلی از پیشگامان صنعت حفاری مکانیزه می باشد و هم اکنون در بسیاری از پروژه ها به عنوان مشاور و راهبر فعالیت میکند.
شرکت NFM فرانسه هم در این سال ها با دستگاه های EPB سهم بسیار بالایی در حفاری مترو های شهری در ایران دارند.
به عنوان مثال شرکت Keyson ایران در پروژه قطار شهری اهواز از TBM EPB Mode شرکت NFM فرانسه استفاده میکند.
شرکت فاطر در خط هفت متروی شهری تهران از TBM EPB Mode شرکت SELI بهره می برد و SELI نقش راهبر را نیز بر عهده دارد .
شرکت حرا در پارت دو خط هفت متروی شهری تهران از TBM EPB Mode شرکت SELI استفاده میکند و این شرکت ایتالیایی پشتیبانی فنی را نیز برعهده دارد.
شرکت رهاب در متروی شهری مشهد با TBM EPB Mode شرکت NFM فرانسه کارمی کند که توسط NHI Group چین برای این پروژه بهسازی شده است.
در پروژه های انتقال آب در غرب کشور هم شرکت آلمانی Herrenknecht با دستگاه های TBM Hard Roch Double Shield خود سهم بالاتری در ساخت دستگاه ها دارد.
در ایران و در پروسه حفاری Hard Rock دستگاه های Double shield طرفدار بیشتری دارد.
اصولاً جنس سنگ ها و مسیر های چند بافتی امکان استفاده از دستگاه ها با تیپ های دیگر را کاهش میدهد.
البته لازم به ذکر است که پروژه ها نیز عمدتاً برای کاهش هزینه ها تنها از یک یا دو دستگاه در تمام مسیر استفاده می کنند.
در صورتی که در پروژه های طولانی ، به عنوان مثال متروی بین المللی اسپانیا از 7 نوع مختلف از دستگاه های شرکت هرنکنشت آلمان برای حفاری در کل مسیر استفاده شد.
به این صورت که پس از بررسی کامل زمین شناختی و طراحی پلن حفاری برای بخش های مختلف زمین در طول مسیر حفاری، یک نوع از دستگاه که مناسب آن نوع حفاری و متریال بود طراحی و ساخته شد و در آن مقطع به کار گزفته شد.
در صورتی که در ایران و در یک پروژه 54کیلومتری با وجود شرایط سخت و خاص محیط حفاری به دلیل وجود گاز های سولفاته کننده و وجود مقدار ریزش درونی آب به تونل، تنها یک دستگاه به کار گرفته شده است و همین امر موجب شد تا هزینه نگهداری و تعمیرات آن بیشتر از خرید یک دستگاه مشابه دیگر شود. سر انجام نیز پروژه پس از 7سال تأخیر منحل شد!!
پروژه ای که خودم در آن مدتی کمتر از یک سال کار کردم....
بررسی تخصصی الکتروموتور های دستگاه TBM
الکتروموتور ها
(اطلاعات فوق تخصصی که هیچ کس به شما نمی گوید!!)
از این رو عموماً الکتروموتور ها از نوع طبقاتی آسنکرون با ولتاژ کار بیشتر از 400 ولت انتخاب میشوند و برای پایین آوردن جریان مصرفی در رنج گشتاور مشخص معمولاً از درایو برای راه اندازی استفاده می شود.
به طور خیلی خلاصه و قابل درک مطلب اینگونه است. شما یک الکتروموتور دارید. به دلیل محدودیت هایتان می خواهید جریان کمتری مصرف کنید اما بازده کافی داشته باشید. ولتاژ ثابت است و فقط از رنج خاصی برای کارکرد می توانید استفاده کنید، مثلاً 380 یا 690 . برای بالا بردن دور و توان موتور می توانید جریان را تا حد خاصی افزایش دهید. اما این چیزی نیست که می خواهید!!
نگران نباشید! درایو این کار را برای شما انجام می دهد. درایو های کنترل فرکانسی با تغییر فرکانس مقدار دور موتور را کاهش و یا افزایش می دهند. در نتیجه جریان کار افزایشی ندارد. البته همه موتور ها نمیتوانند در رنج های مختلف فرکانس کارکنند. در اکثر الکتروموتور ها بر روی پلاک میزان رنج فرکانس مشخص شده که عموماً بین 50 تا 60 هرتز هستند.
یکی از پرآوازه ترین و بزرگ ترین شرکت های تولید و پشتیبانی الکتروموتور های طبقاتی-فرکانسی شرکت Elin EBG اتریش است.

انتخاب توان الکتروموتور ها بسته به اندازه قطر حفاری و کاتر هد و نیز تعداد الکتروموتور ها متفاوت است. اما عموماً از الکتروموتور هایی با توان نامی 250Kw تا 470Kw استفاده می شود.
البته اطلاعات فنی برای هر موتور متفاوت است . همیشه خود شرکت Detail محصول را در یک دفترچه به همراه محصول ارسال میکند. به عنوان مثال این Detail یک الکتروموتور از شرکت Elin به سفارش شرکت WIRTH برای TBM مدل TB 458 E/TS هستش که من در پروژه قمرود با اون کار کردم. این موتور از نوع سه فاز آسنکرون با روتور قفسی، ولتاژ کار 690 با کنترل فرکانس Hz 50-0، اتصال داخلی بسته به نوع کارکرد Y/∆/D ، با درجه حفاظتی بالا - 60~80IP ، طراحی شده برای شرایط کاری سنگین S-90% ، پکیج بسته و خنک کاری استاتور با آب انجام میشود ، وزن در حدود 1400Kg ، روانکاری با گریس مخصوص و به مقدار مشخص ، عایق بندی Class H ، توان خروجی 280Kw ، دور 1480 در دقیقه ، جریان کارکرد در پیک 295A ، گشتاور در پیک 1807Nm ، راندمان 95/8% ، ضریب بار 0/87 .
Welded housing / water-cooled stator
280 kW S3-90%, 690 V Y, 50 Hz, 1484 1/min,
IM3001 (B5), IP65 (IP56), RAL9001
Technical description:
Execution: DIN-EN 60034 resp. IEC 60034, ELIN-motorlist
Welded housing / water-cooled stator
Type of construction: IM3001 (B5)
Type of protection motor: IP65
Type of protection climate connection: IP56
Weight (kg): appr. 1400
Colour: RAL9001
IEC-frame size: 280
Terminal box: axial on the NDE Bearing end shield
Line entrance plate: radially downward
2x M80x2 (closed)
2x M20x1,5 (closed)
Shaft end: 1x special
Bearings: DE -> grooved ball bearing (insul.)
NDE -> roller bearing
Lubrication: grease
with relubrication device
Insulation class: H
Water in- and outlet pipe: R 1/2" axial on the NDE - flange
Water inlet temp. (degr.C): max. 25
Water flow (l/min): min. 30
Water pressure (bar): max. 5
Technical data:
Sinus FU – Operation
Output (kW): 280 280
Type of duty: S3-90% S3-90%
Voltage (V): 690 690
Connection: Y Y
Frequency (Hz): 50 50
Speed (1/min): 1484 1480
Full-load current at 690V (A): 282 295
Full-load torque (Nm): 1802 1807
Efficiency (%): 95,8
Power factor: 0,87
Starting current/full-load c.: 10,5
Starting torque/full-load t.: 2,7
Pull out torque/full-load t.: 3,4
موتور به همراه مجموعه ای به نام Safe Set که بخش حفاظتی الکتروموتور به حساب می آید و بر روی آن نصب شده تحویل می شود. Safe Set به طور مجزا به موتور پیچ شده اما کل بخش های موتور تقریباً پک شده و کاملاً بسته است.

بر روی Terminal Box سه عدد کانکتور U V W قرار دارد که به درایو متصل میشود.
همچنین دمای موتور توسط سنسور های کریستالی به طور مداوم مورد بررسی قرار میگیرند و تعدادی سنسور نیز میزان گریس، آب و درجه حرارت آنها را کنترل می کنند.
آب ی که برای خنک کردن استفاده می شود باید دارای سختی پایین و میزان املاح معدنی کم باشد تا از ایجاد گرفتگی در مجرای خنک کننده جلوگیری شود.
همچنین درجه حرارت موتور باید بین 25 تا 30 درجه سانتیگراد باشد تا گریس به خوبی عمل کند. اگر حرارت کمتر باشد خود موتور دارای یک هیتر است که درجه حرارت را متعادل میکند.
مقدار گریس مورد نیاز برای تمام مدت کارکرد مفید به همراه الکتروموتور در بسته بندی قرار دارد. حتی فکر این را هم کرده اند!!!
انتخاب نوع گریس هم با خوشان است!!
معمولاً این گریس ها ساعت کارکرد دارند و پس از آن باید مجدداً شارژ شوند. پس از چند دوره شارژ می بایست گریس ها کاملاً تخلیه و مجدداً گریس شارژ شود. با اتمام زمان کارکرد ،گریس تبدیل به روغن می شود.
همچنین این موتور ها در شرایط بسیار خاص و سنگین تست می شوند تا از صحت کارکرد آنها اطمینان حاصل شود.
چیز عجیبی که وجود دارد این است که در سه چهار مورد تست برای چهار موتور مختلف مقادیر آنقدر به هم نزدیک هستند که آدم را یاد تولیدات داخلی خودمان می اندازد!!!!!
من خودم تعجب کردم از این همه دقت و کیفیت در ساخت!!!!
مدارک تست الکتروموتور ها را از اینجا دانلود کنید.
موتور ها توسط کابل های فشار قوی 50*3 به درایو متصل می شوند. درایو تمام عوامل کنترلی نظیر دما مقدار گشتاور، فشار، سرعت و وضعیت Safe set را به PLC از طریق ارتباط Profibus انتقال میدهد و اپراتور از داخل کابین آنها را کنترل میکند. اما امکان کنترل دستی نیز هم از روی درایو و هم از طریق ریموت وجود دارد.
درایو از طریق سیستم Auto Tune تمامی موتور را چک و اطلاعات را ذخیره می کند.
توضیحات در مورد بخش درایو ها را به صورت کامل در آینده خواهم نوشت.
دانلود کاتالوگ های TBM
براتون چند تا کاتالوگ از شرکت SELI برای دانلود گذاشتمامیدوارم مورد استفاده قرار بگیرن....
کاتالوگ بک آپ شرکت SELI
کاتالوگ Hard Rock TBM شرکت SELI

کاتالوگ Duble Shield شرکت SELI

